-
γ射线和电子束辐射灭菌:
-
蒸汽灭菌(高压灭菌):高温(120°C加热)和暴露循环可能导致零部件变形。通常,高压灭菌在最终产品中进行,灭菌过程在所有组装过程完成后进行,包括焊接过程。因此,焊接接头必须能够承受灭菌的热循环并保持其密封完整性等功能要求。 -
乙氧基(EtO)灭菌:乙氧基灭菌的一个关键方面是完全去除残留的乙氧基。因此,需要确保焊接接头设计能够确保焊接完成后不会出现乙氧基滞留的机会。 -
由不同主要工艺制造的两个组件的焊接:在焊接相似聚合物但一个部分由注塑制造而另一个部分由挤出工艺制造的情况下。需要预见到来自相同聚合物级别原材料的塑料零部件在加热过程中可能表现出不同的行为,因为使用了不同的主要工艺。例如,挤出件将具有高度定向的分子结构。在焊接过程中(加热过程),挤出件可能比注塑件更容易变形,因为挤出件本身存在高度定向的残余应力。对于这种类型的焊接应用,最好选择具有更局部加热区域的焊接工艺。
医疗器械行业中特定应用的医疗塑料焊接
1、氟聚合物的辐射焊接
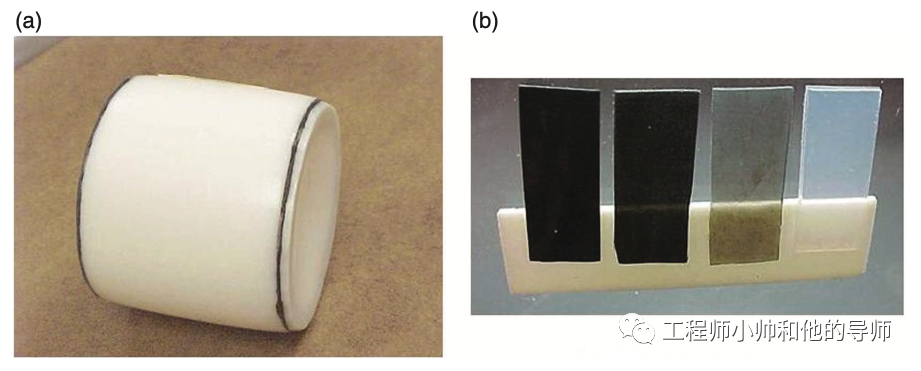 图IV(第10章)聚四氟乙烯红外焊接的示例
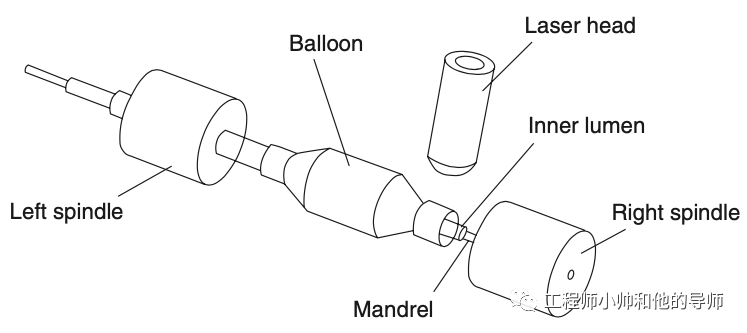
图IV(第10章)聚四氟乙烯红外焊接的示例2、使用激光和红外焊接技术连接导管
为了保证一款可以造福人民的医疗器械诞生,创新的材料、精密部件和精密加工工艺不可或缺。
2023上海医疗器械创新展Medtec创新展举办50余场主题分享、技术研讨会、研发培训等活动。其中强势会议“创新材料论坛”邀请到了上海理工大学副教授等高校限时开讲。如果您在医疗器械材料行业深耕,不妨立刻点击预登记参会,参观2023上海医疗器械创新展Medtec创新展。
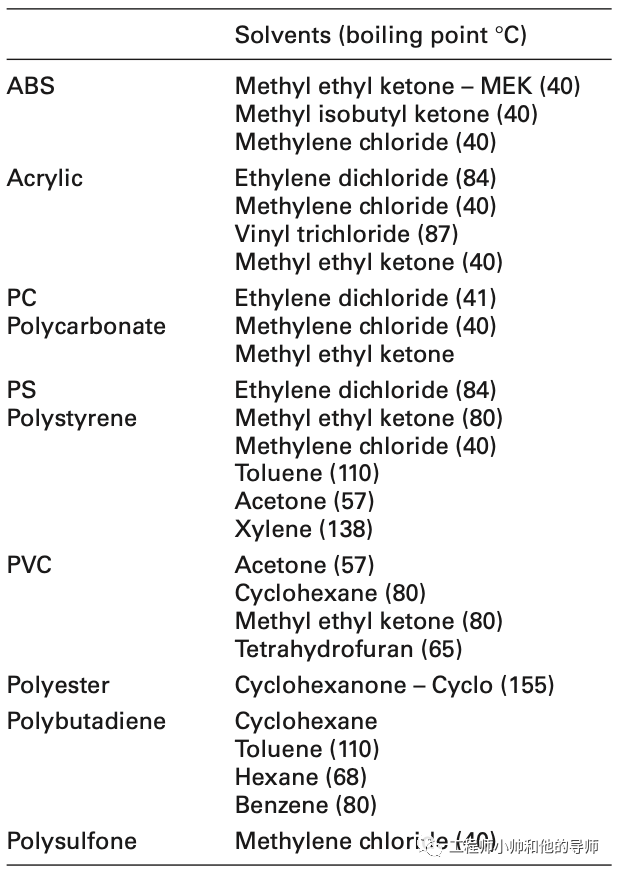
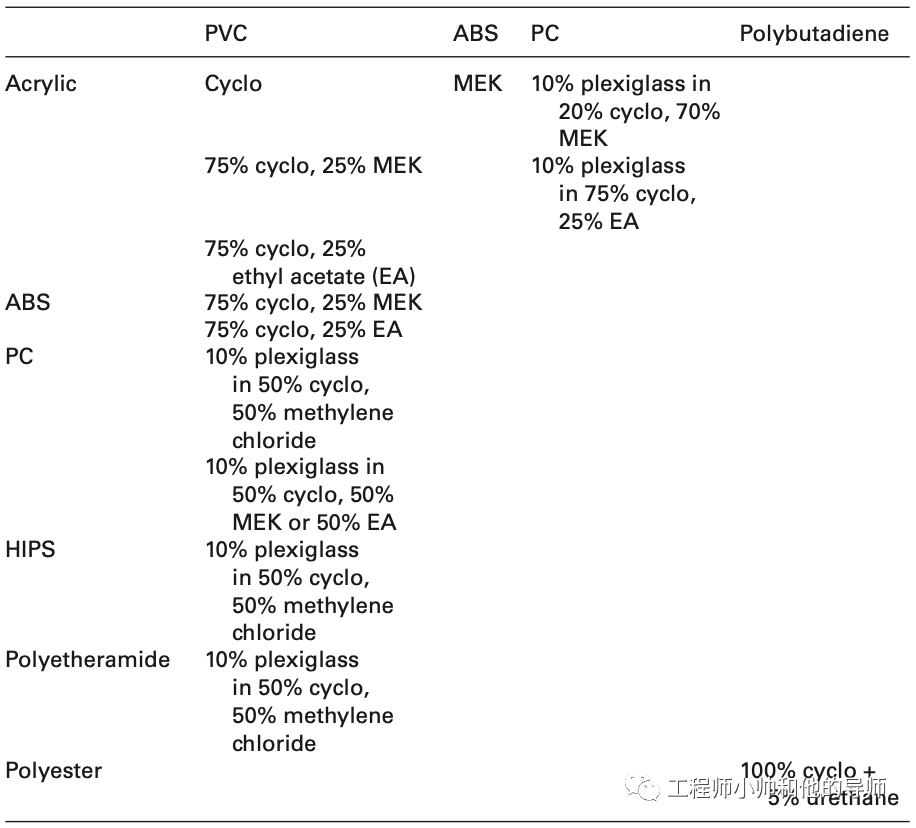
3、溶剂粘接/焊接
4、接头的测试
-
接头截面检查:评估焊接质量最直接的方法是沿焊缝线切割截面区域,对接头界面进行目视评估。不同截面区域的接头界面应显示出一致性。 -
对接头区域样品进行拉伸试验:评估接头的另一种方法是从接头区域切割样品,并进行拉伸试验,以确认沿焊缝线的焊接强度一致性。 -
根据预期的验收标准(如接头强度或其他质量属性),进行试验设计,以优化焊接过程参数。
-
测试的灵敏度/准确性:如果对灵敏度/准确性要求很高,则需要特殊的精密仪器和指定的测试环境。在测试之前可能需要进行一些特殊的样品准备。 -
非破坏性与破坏性测试:非破坏性测试或检验可用于在线测试,并可用于100%测试。破坏性测试仅可用于最终测试,并进行抽样检验。 -
在线测试:这种类型的测试应简单、快速且非破坏性。它可以用于组件级别或子组装级别。它可以用于100%测试。 -
最终测试:这种类型的测试通常在最终组装完成后进行。可以是整体性能测试或功能性测试。它可以进行破坏性测试,并采用抽样计划以满足批次放行要求。